- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Italiens LPE's 200 mm SiC epitaksiale teknologi fremskridt
2024-08-06
Introduktion
SiC er SiC overlegen i mange applikationer på grund af dets overlegne elektroniske egenskaber, såsom høj temperaturstabilitet, bred båndgab, høj elektrisk nedbrydningsstyrke og høj termisk ledningsevne. I dag forbedres tilgængeligheden af trækkraftsystemer til elektriske køretøjer betydeligt på grund af de højere koblingshastigheder, højere driftstemperaturer og lavere termisk modstand af SiC-metaloxidhalvlederfelteffekttransistorer (MOSFET'er). Markedet for SiC-baserede strømenheder er vokset meget hurtigt i løbet af de sidste par år; derfor er efterspørgslen efter højkvalitets, fejlfri og ensartede SiC-materialer steget.
I løbet af de sidste par årtier har 4H-SiC-substratleverandører været i stand til at opskalere waferdiametre fra 2 tommer til 150 mm (ved at bevare den samme krystalkvalitet). I dag er den almindelige waferstørrelse for SiC-enheder 150 mm, og for at reducere produktionsomkostningerne per enhedsenhed er nogle enhedsproducenter i de tidlige stadier med at etablere 200 mm-fabrikater. For at nå dette mål, ud over behovet for kommercielt tilgængelige 200 mm SiC-wafere, er evnen til at udføre ensartet SiC-epitaksi også meget ønsket. Derfor, efter at have opnået 200 mm SiC-substrater af god kvalitet, vil den næste udfordring være at udføre epitaksial vækst af høj kvalitet på disse substrater. LPE har designet og bygget en vandret enkelt krystal varmvæg fuldautomatisk CVD-reaktor (kaldet PE1O8) udstyret med et multi-zone implantationssystem, der er i stand til at behandle op til 200 mm SiC-substrater. Her rapporterer vi dens ydeevne på 150 mm 4H-SiC epitaksi samt foreløbige resultater på 200 mm epiwafere.
Resultater og diskussion
PE1O8 er et fuldt automatiseret kassette-til-kassette-system designet til at behandle op til 200 mm SiC-wafere. Formatet kan skiftes mellem 150 og 200 mm, hvilket minimerer værktøjets nedetid. Reduktionen af opvarmningstrin øger produktiviteten, mens automatisering reducerer arbejdskraft og forbedrer kvalitet og repeterbarhed. For at sikre en effektiv og omkostningskonkurrencedygtig epitaksiproces rapporteres tre hovedfaktorer: 1) hurtig proces, 2) høj ensartethed af tykkelse og doping, 3) minimeret defektdannelse under epitaksiprocessen. I PE1O8 tillader den lille grafitmasse og det automatiserede på-/tømningssystem en standardkørsel på mindre end 75 minutter (en standard 10μm Schottky-diodeopskrift bruger en væksthastighed på 30μm/h). Det automatiserede system tillader lastning/aflæsning ved høje temperaturer. Som et resultat er både opvarmnings- og afkølingstider korte, mens bagetrinnet allerede undertrykkes. Sådanne ideelle forhold tillader vækst af virkelig udopet materiale.
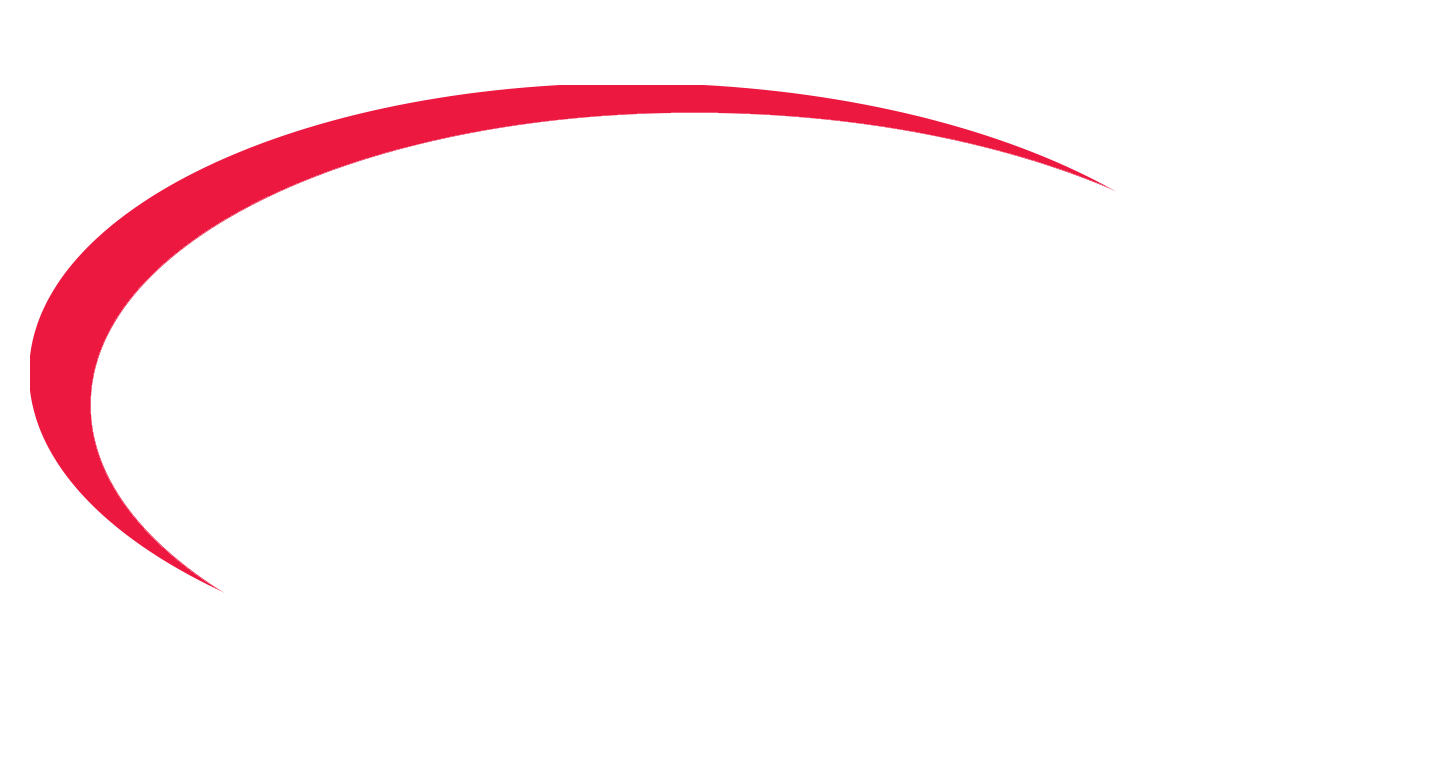
Kompaktheden af udstyret og dets tre-kanals injektionssystem resulterer i et alsidigt system med høj ydeevne i både doping og tykkelsesensartethed. Dette blev udført ved hjælp af computational fluid dynamics (CFD)-simuleringer for at sikre sammenlignelig gasflow og temperaturensartethed for 150 mm og 200 mm substratformater. Som vist i figur 1 leverer dette nye injektionssystem gas ensartet i de centrale og laterale dele af aflejringskammeret. Gasblandingssystemet muliggør variationen af den lokalt fordelte gaskemi, hvilket yderligere udvider antallet af justerbare procesparametre for at optimere epitaksial vækst.
Figur 1 Simuleret gashastighedsstørrelse (øverst) og gastemperatur (nederst) i PE1O8-proceskammeret i et plan placeret 10 mm over substratet.
Andre funktioner omfatter et forbedret gasrotationssystem, der bruger en feedback-kontrolalgoritme til at udjævne ydeevnen og direkte måle rotationshastigheden, og en ny generation af PID til temperaturkontrol. Epitaksi procesparametre. En n-type 4H-SiC epitaksial vækstproces blev udviklet i et prototypekammer. Trichlorsilan og ethylen blev brugt som forstadier til silicium og carbonatomer; H2 blev brugt som bæregas og nitrogen blev brugt til n-type doping. Si-faced kommercielle 150 mm SiC substrater og forskningskvalitet 200 mm SiC substrater blev brugt til at dyrke 6,5 μm tykke 1 × 1016 cm-3 n-dopede 4H-SiC epilag. Substratoverfladen blev ætset in situ under anvendelse af en H2-strøm ved forhøjet temperatur. Efter dette ætsningstrin blev et bufferlag af n-type dyrket under anvendelse af en lav væksthastighed og et lavt C/Si-forhold for at fremstille et udjævningslag. Oven på dette bufferlag blev et aktivt lag med en høj væksthastighed (30μm/h) afsat ved anvendelse af et højere C/Si-forhold. Den udviklede proces blev derefter overført til en PE1O8-reaktor installeret på ST's svenske anlæg. Lignende procesparametre og gasfordeling blev brugt til 150 mm og 200 mm prøver. Finjustering af vækstparametre blev udskudt til fremtidige undersøgelser på grund af det begrænsede antal tilgængelige 200 mm substrater.
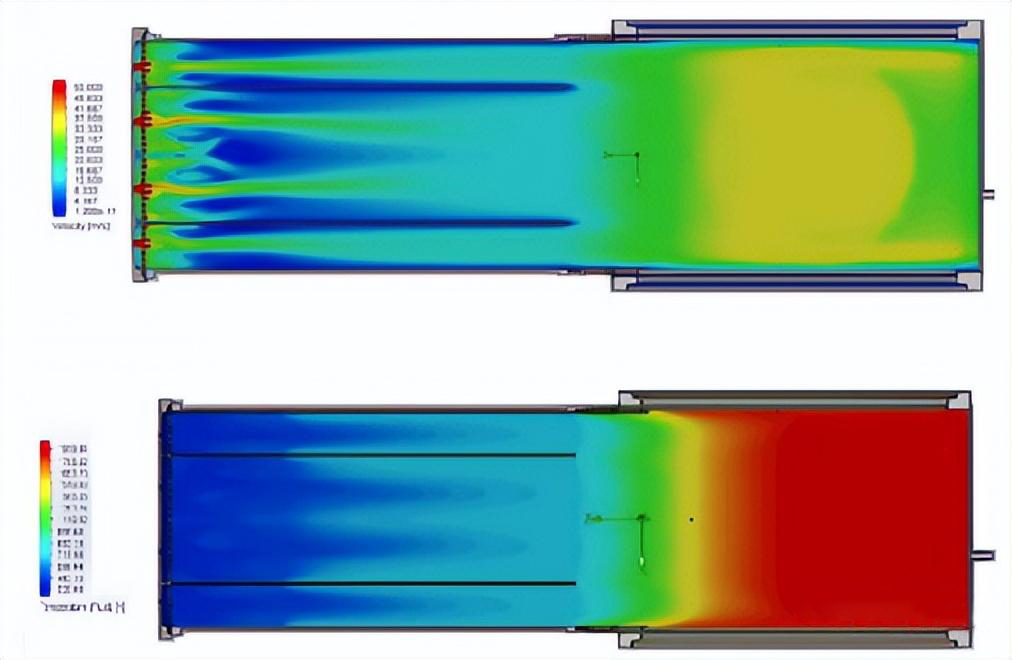
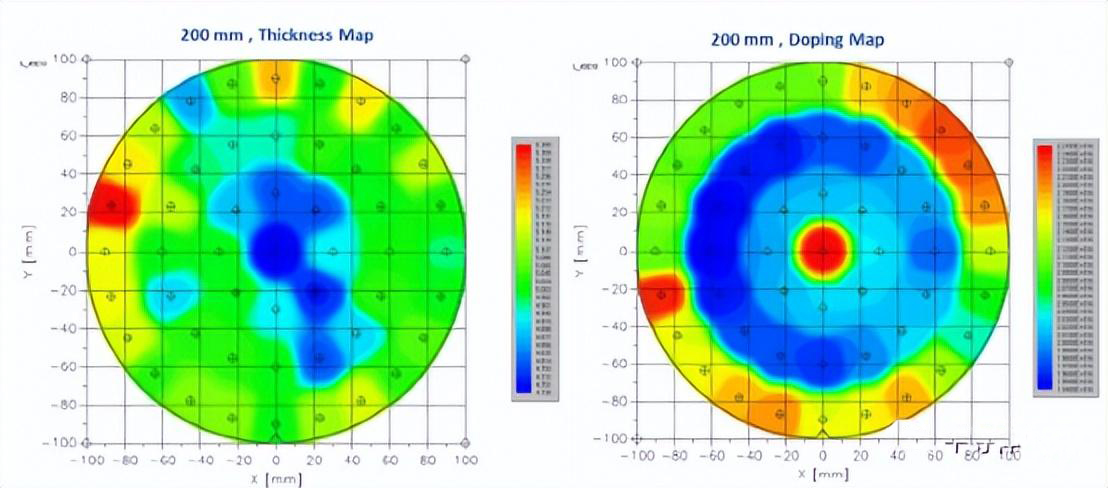
Prøvernes tilsyneladende tykkelse og dopingydelse blev evalueret med henholdsvis FTIR- og CV-kviksølvsonde. Overflademorfologien blev undersøgt ved Nomarski differential interference contrast (NDIC) mikroskopi, og defektdensiteten af epilagene blev målt ved Candela. Foreløbige resultater. Foreløbige resultater af doping og tykkelsesensartethed af 150 mm og 200 mm epitaksialt dyrkede prøver behandlet i prototypekammeret er vist i figur 2. Epilagene voksede ensartet langs overfladen af 150 mm og 200 mm substraterne med tykkelsesvariationer (σ/middelværdi) ) så lave som henholdsvis 0,4 % og 1,4 %, og dopingvariationer (σ-middelværdi) så lave som 1,1 % og 5,6 %. Iboende dopingværdier var ca. 1×1014 cm-3.
Figur 2 Tykkelse og dopingprofiler på 200 mm og 150 mm epiwafere.
Processens repeterbarhed blev undersøgt ved at sammenligne run-to-run variationer, hvilket resulterede i tykkelsesvariationer så lave som 0,7 % og dopingvariationer så lave som 3,1 %. Som vist i figur 3 er de nye 200 mm procesresultater sammenlignelige med de avancerede resultater, der tidligere er opnået på 150 mm af en PE1O6-reaktor.
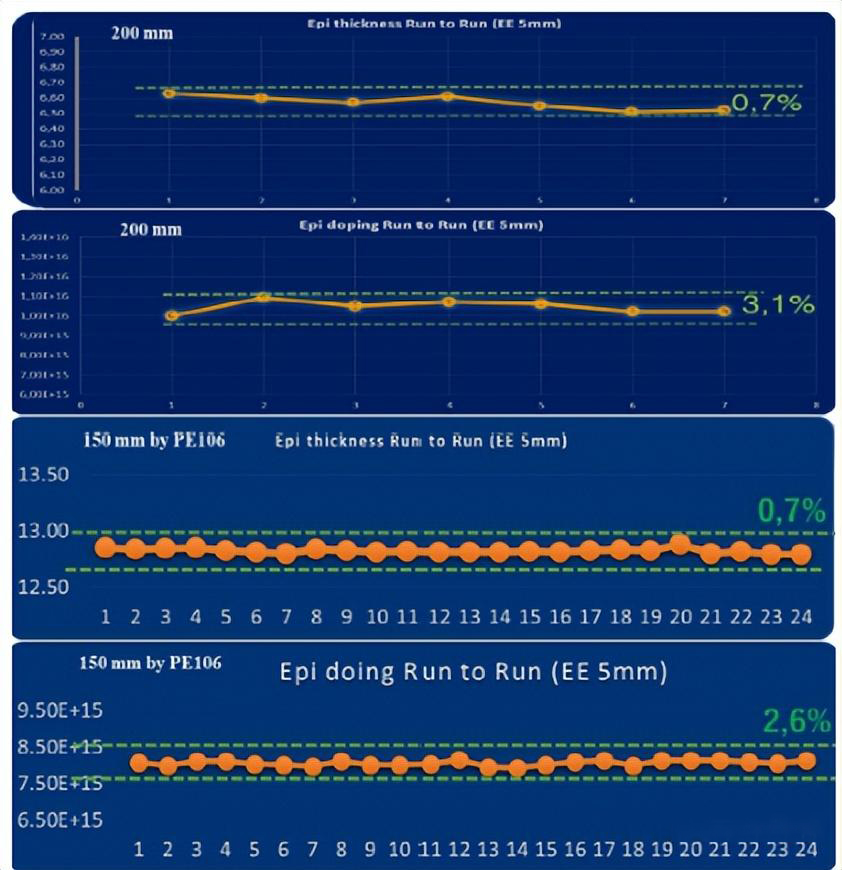
Figur 3 Lag-for-lag tykkelse og ensartet doping af en 200 mm prøve behandlet af et prototype kammer (øverst) og en state-of-the-art 150 mm prøve fremstillet af PE1O6 (nederst).
Med hensyn til overflademorfologien af prøverne bekræftede NDIC-mikroskopi en glat overflade med ruhed under mikroskopets detekterbare område. PE1O8 resultater. Processen blev derefter overført til en PE108-reaktor. Tykkelsen og dopingsensartetheden af 200 mm epiwafere er vist i figur 4. Epilagene vokser ensartet langs substratoverfladen med tykkelse og dopingvariationer (σ/middelværdi) så lave som henholdsvis 2,1 % og 3,3 %.
Figur 4 Tykkelse og dopingprofil af en 200 mm epiwafer i en PE1O8-reaktor.
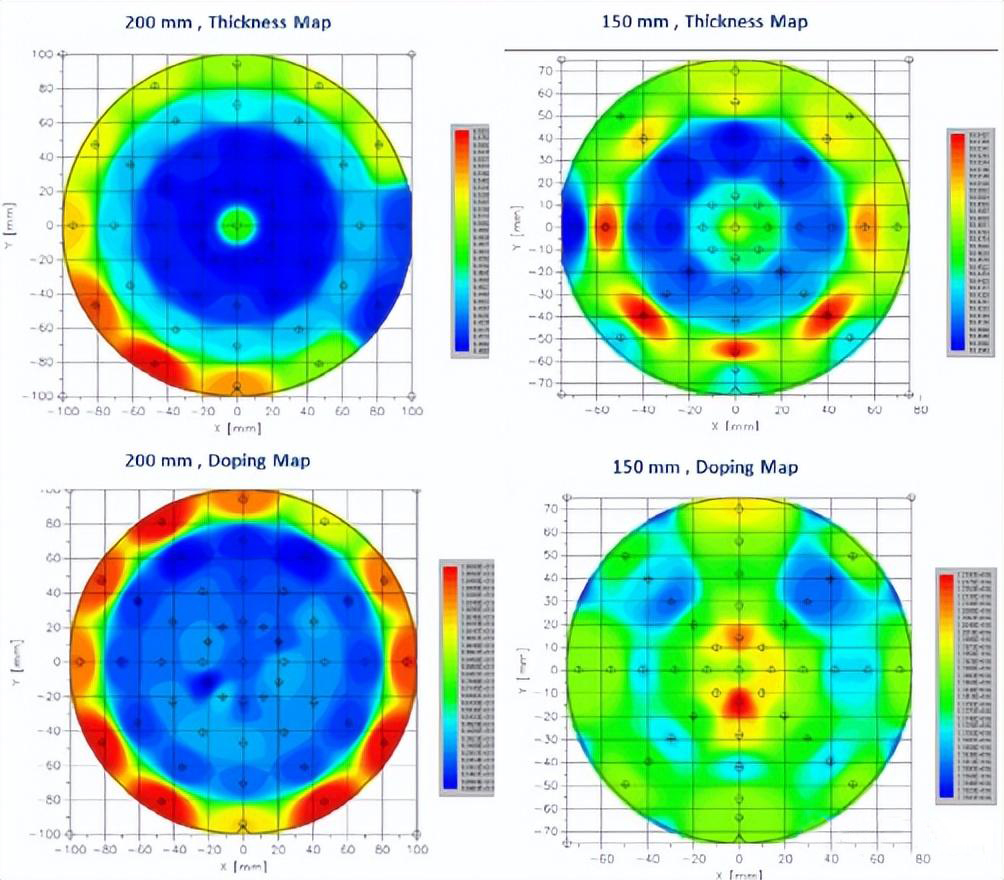
For at undersøge defekttætheden af epitaksialt dyrkede wafers blev candela brugt. Som vist på figuren. Totale defekttætheder på 5 så lave som 1,43 cm-2 og 3,06 cm-2 blev opnået på henholdsvis 150 mm og 200 mm prøverne. Det samlede tilgængelige areal (TUA) efter epitaksi blev derfor beregnet til at være 97 % og 92 % for henholdsvis 150 mm og 200 mm prøverne. Det er værd at nævne, at disse resultater kun blev opnået efter nogle få kørsler og kan forbedres yderligere ved at finjustere procesparametrene.
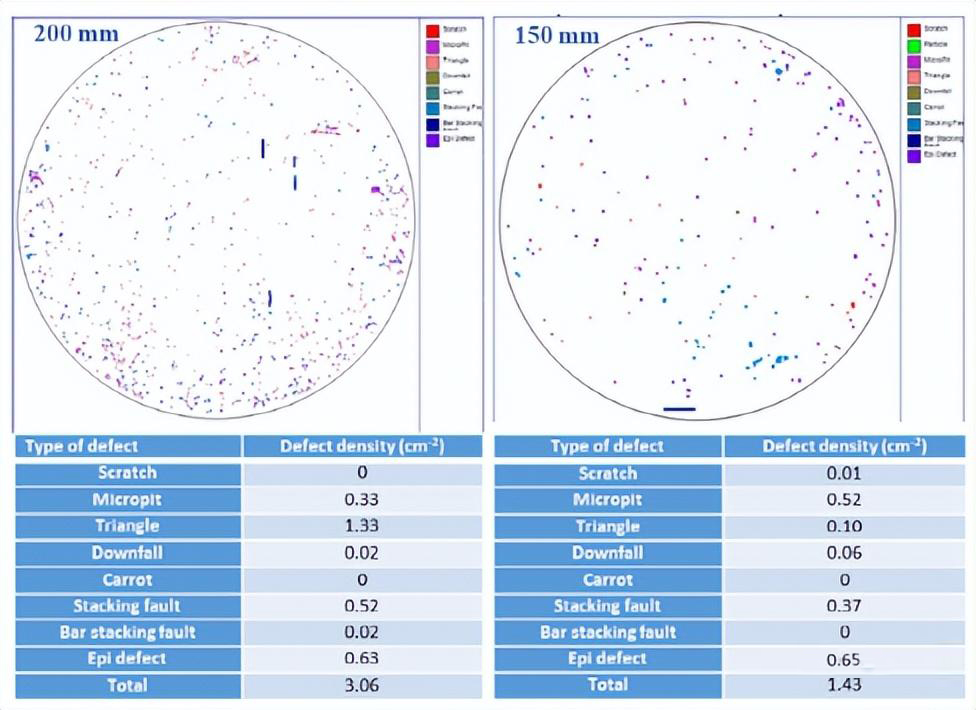
Figur 5 Candela-defektkort over 6μm tykke 200 mm (venstre) og 150 mm (højre) epiwafere dyrket med PE1O8.
Konklusion
Dette papir præsenterer den nydesignede PE1O8 varmvæg CVD-reaktor og dens evne til at udføre ensartet 4H-SiC-epitaksi på 200 mm substrater. Foreløbige resultater på 200 mm er meget lovende, med tykkelsesvariationer så lave som 2,1 % på tværs af prøveoverfladen og variationer i dopingydelse så lave som 3,3 % på tværs af prøveoverfladen. TUA efter epitaksi blev beregnet til at være 97 % og 92 % for henholdsvis 150 mm og 200 mm prøverne, og TUA for 200 mm forventes at blive bedre i fremtiden med højere substratkvalitet. I betragtning af, at resultaterne på 200 mm substrater rapporteret her er baseret på nogle få sæt test, mener vi, at det vil være muligt at forbedre resultaterne yderligere, som allerede er tæt på de avancerede resultater på 150 mm prøver, ved at finjustering af vækstparametrene.